

Product developers are always searching for better ways to bring precision turned parts to market faster and cheaper without sacrificing quality. To support them, manufacturers rely on CNC turning centers.
These hybrid machines combine the speed of traditional lathes with the versatility of live tooling to perform many CNC milling and lathe turning operations in a single setup. This saves valuable time and helps maintain high tolerances for bespoke manufacturing of rapid prototypes and production parts.
Today we’ll explore how these machines work, the common operations that are performed with them, and the types of parts they produce. To do that, we’ll start by understanding what a lathe is.
What is a lathe?
A lathe rotates a workpiece horizontally while it’s held firmly on at least one end. Cutting and shaping tools are applied to the workpiece as it spins, meaning this basic process is ideal for making round and cylindrical parts.
What is a manual lathe?
With a manual lathe, the operation of the cutting tool is controlled by mechanical inputs from a skilled technician. While still in use today for some specialized work, manual lathes are much too slow and imprecise for modern high-speed parts manufacturing. They also pose considerable danger to the operator if they stand too close to the moving spindle.
What is a CNC lathe?
In a CNC lathe, digital software regulates the rotation of the workpiece and the toolpath of the cutting tool. This greatly increases speed, accuracy, and repeatability, while keeping the technican safely out of harm’s way.
Although they’re fast and reliable for production manufacturing, CNC lathes are still limited in the number of operations they can perform. Some features require the part be dismounted and located on a different machine. This is undesirable because it takes time and results in a loosening of tolerances in the finished part.
What is a CNC turning center?
Unlike a conventional lathe, a CNC turning center has a separate spindle with its own set of live tools. This spindle moves independently of the central axis creating new machining possibilities.
The genius of this innovation is that the workpiece can be held stationary while the live tooling performs milling operations. Milling makes flat, prismatic shapes, contours, slots, and other features that are impossible to produce on a standard lathe.
Upload your CAD files now for fast feedback on manufacturability and cost with no obligation
What are the major Multi-Axis CNC Turning operations?
Now that we understand the basics of how CNC turning machines work, let’s examine the different operations they can perform. Note that many of these can also be done with CNC milling machines or other specialized equipment. That’s why reputable manufacturers will always try to find the right combination of machines and methods to maximize efficiency.
Drilling
One of the most basic of all machining operations is drilling. Drilling creates a cylindrical hole in the workpiece with a helical drill bit. On a lathe this means the workpiece turns while the stationary bit is pressed into it at a controlled rate. Helical flutes along the shank of the bit help to draw waste material out and away.
Drilling can be used for through-holes, stepped, or blind holes, and can also be followed with secondary operations like boring, reaming, or tapping.
Boring
Drilling removes a lot of material quickly, but the wall surface can be rough. Boring can be used to further refine the hole size and its shape (concentricity).
Boring often employs a single bit mounted on a bar. It’s more accurate than drilling and is widely used in automotive, engineering, and industrial applications. You’ll find boring used to make precision gun barrels, engine block cylinders, and clearance fit holes for mounting pins, bearings, and bushings.
Reaming
Similar to boring, reaming is used to slightly enlarge a pre-existing hole to achieve a final dimension and surface finish. Unlike a bore which has a single cutting bit, a reamer has a shank with helical cutting faces that remove micro-amounts of material.
As with boring, tolerances of +/- 2 m or better can be achieved. Tolerances higher than this become increasingly difficult in all hole-making operations, because the workpiece tends to warp in response to the heat and pressure of the cutting tool. Also, as the hole gets deeper the tool gets further away from the holding fixture and there will be more vibration and flex at the tip.
Reaming is especially useful for making holes into which will be inserted press-fit dowel pins. These are often found on split engine cases and other industrial assemblies that need to be periodically opened and closed for maintenance.
Tapping and Threading
Once a hole is made via drilling, tapping can be employed to create internal threads for screws and bolts. Tapping can be done on both through and blind holes but note that in a blind hole the tap won’t be able to reach all the way to the bottom.
Tapping produces internal threads, while “threading” refers to the external geometry on the shaft of the mating bolt or screw. Threading can be done with a CNC turning center, but high-speed production of screws and bolts usually calls for a dedicated screw-cutting lathe such as the classic Browne and Sharpe.
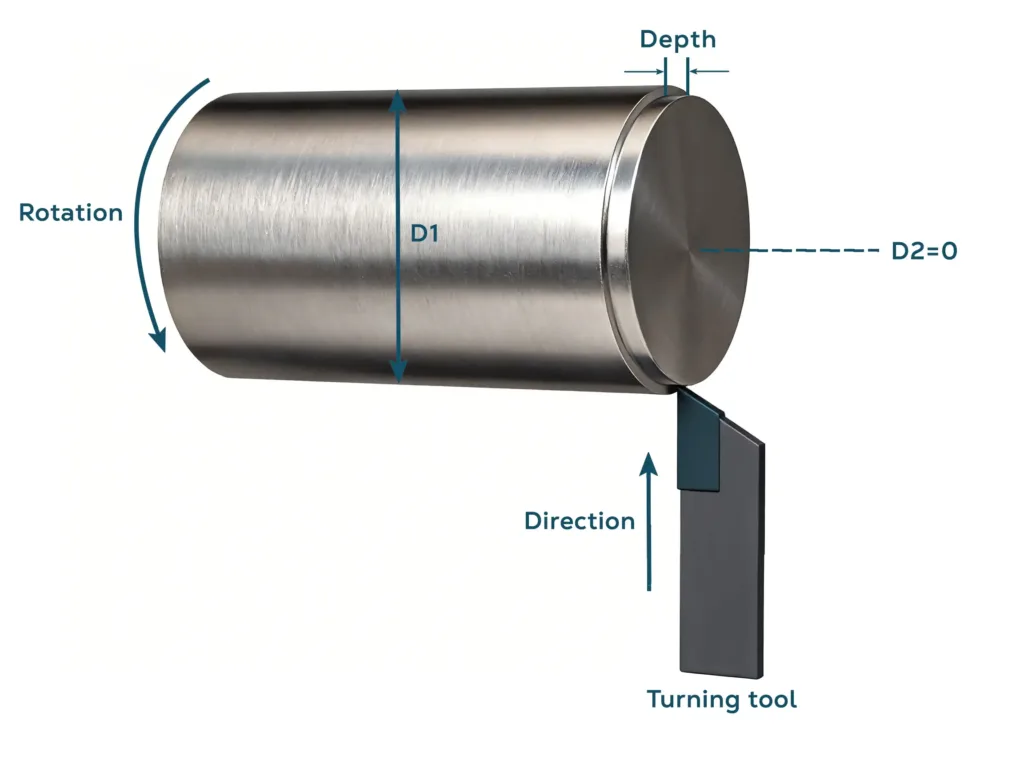
Turning
This is a broad category of machining operations performed on the workpiece to alter its external shape using various cutting and forming tools. The most common varieties are:
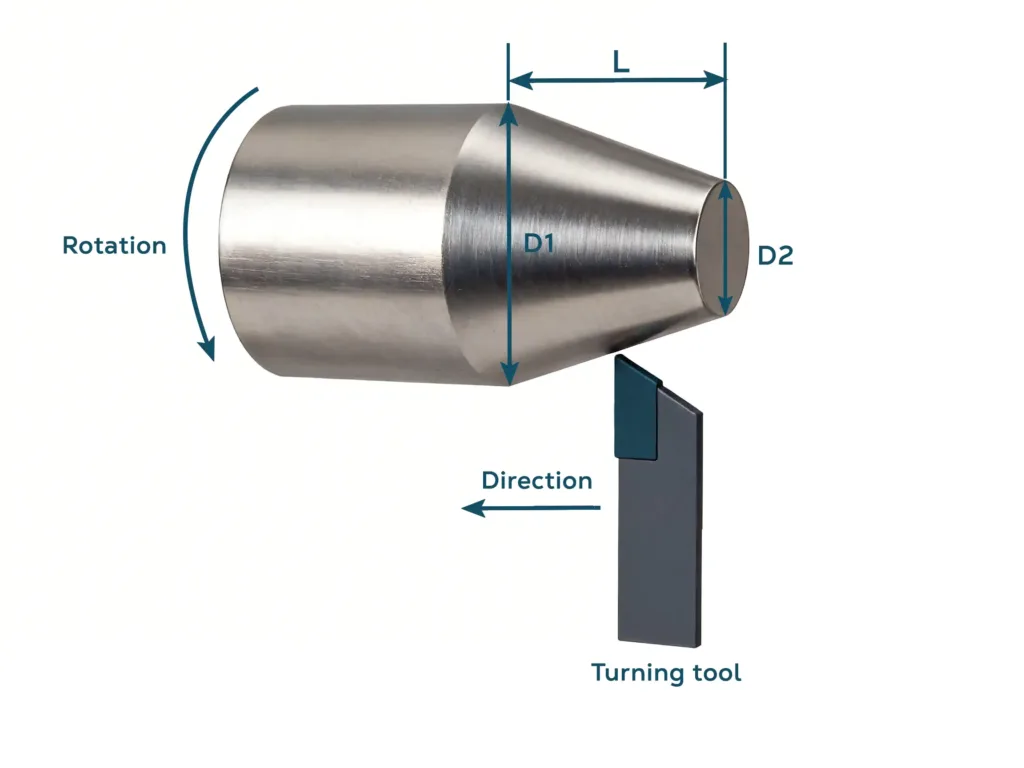
- Taper Turning. Taper turning applies a relatively simple conical or pointed shape to the workpiece, which varies in diameter along a single unchanging angle relative to the central axis. A chamfer is a form of taper turning applied to the end of the part to create a softer transition between two angled faces.
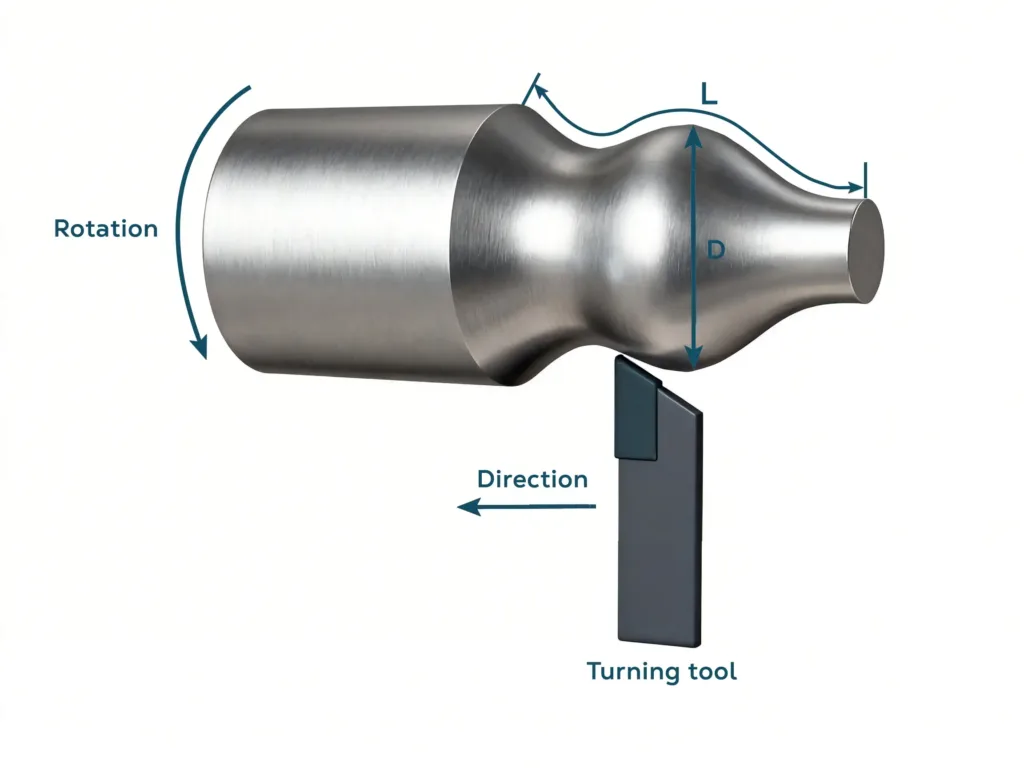
- Contour Turning. For making symmetrical but non-cylindrical shapes, contour turning varies in both diameter and cutting angles along its axial length. This creates more complex and rounded profiles than a simple taper.
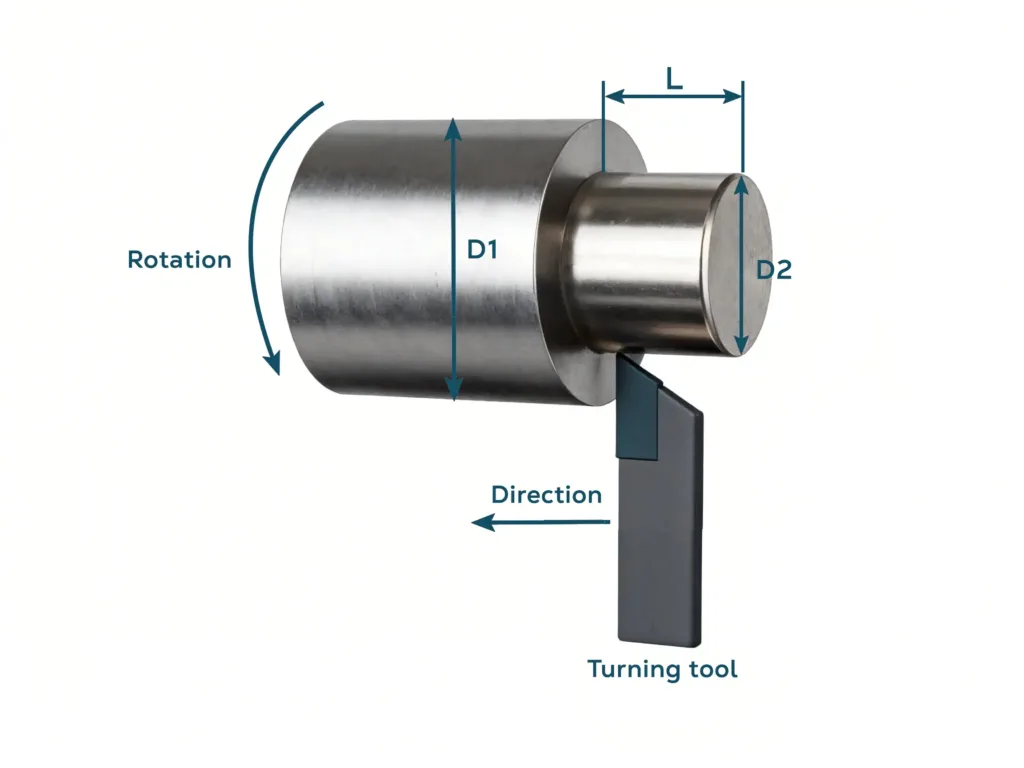
- Form Turning. Specialized cutting tools with custom profiles are used to machine the identical but negative-image shape of the tool upon the workpiece.
- Facing. A cutting tool is used to make a flat face on the end of the workpiece, at precise right angles to the axis of rotation. This is often done to make a reference position for measuring other dimensions on the part.
Knurling
Knurling relies on a specially formed tool with a diamond or cross-hatched pattern which is pressed against the workpiece to transfer the pattern’s design.
Knurling is sometimes done for cosmetic reasons, but its main purpose is to improve the gripping surface on handles and shafts.
Grooving
A special grooving tool is used to machine a radial slot or groove in the workpiece with a controlled width and depth. Such grooves can hold snap fittings or provide clearance for other components.
Parting
It’s sometimes necessary to remove the finished or semi-finished part from the remaining bar stock which is still mounted in the holding chuck. A thin parting tool cuts all the way to the centerline, after which the workpiece falls free into a basket or tray.
Understanding milling operations on a CNC multi-axis turning machine
In addition to normal lathe turning operations, CNC turning centers incorporate live tooling and an independent spindle to greatly increase their versatility. When live tools are used on a workpiece that’s mounted in a chuck, the chuck is held stationary.
They can drill holes off-center to the main axis, create flat faces and prismatic forms, or contour complex shapes and undercuts – without ever needing to dismount the workpiece.
In addition, some turning centers, like precision Swiss-type lathes, can machine the back of a part as well – impossible to do in one setup with either a standard lathe or conventional mill. This is so helpful when creating complex fasteners and turned fittings that must maintain precise tolerances.

What types of material can be turned on a lathe?
After design optimization, the CNC machine programmer then must consider how best to balance two priorities. The first is to calculate optimal tool paths to achieve the shortest cycle times.
The second is to maintain precision tolerances, and sometimes these priorities are in conflict. Between the two, the emphasis should always be on maintaining precision and part quality first and foremost. After all, it makes no sense to make a part “fast” if it’s out of spec.
| Machinability | Material |
|---|---|
| Good | Aluminum, brass, magnesium, 174-PH, 303/304 stainless, P20, NAK80, most mild steels, all engineering resins |
| Medium | Bronze, tungsten copper, berrylium copper, tool steels |
| Poor | Titanium, superalloys |
These are just a few examples of the most common turned metal and plastic materials. Contact our engineers to discuss your particular needs in detail and we can recommend the best material to suit.
The raw material must be rigid enough to withstand the cutting force of the tool without deforming. Carbon fiber and other composites are a poor choice because, although they are rigid, they tend to shatter and don’t form good cutting chips.
Materials differ in how easy they are to machine, mostly due to the presence of sulfur which helps the machining process. Superalloys and titanium require the use of very hard and sharp cutters and extreme care with speeds and feeds.
What precision tolerances can be achieved by CNC turning?
CNC turning centers can achieve 5 microns or better on a regular basis using standard materials and tools. For extremely high tolerances, 0.5 microns is achievable, but this demands carefully controlled environmental conditions and superior equipment.
Typically, such a degree of accuracy is only required for the most demanding applications in aerospace, security, and scientific instruments (aerospace parts manufacturing, security industry, and scientific instruments manufacturing: Vanee added). For most consumer applications 3~5 microns is more than acceptable.
What kind of surface finishes are possible with CNC turning?
Multi-axis CNC turning produces beautiful surface finishes. The value is measured in Ra, the lower the Ra value, the smoother and flatter the result.
One of the reasons the surface quality is so good with CNC turning is that the cutting tool stays in constant contact with the workpiece. Compare this to the periodic chipping away that’s done on a CNC mill.
Different raw materials produce different Ra values depending on their machinability and chemistry. Also note that not every project needs or wants to have a very smooth surface. Sometimes surface roughness is a desirable condition for the part’s application.
Let’s take as an example carbon steel 12L14, one of the most machinable mild steels. It can achieve a surface Ra of 0.4m, making it smooth enough to be used in bearings, rollers, shafts, and other CNC turned parts that must spin with low friction and high wear resistance.
What are examples of parts made using CNC turning centers?
Here are just a few examples of the many types of components made with multi-axis CNC turning centers:
- Splined shafts
- Helical gears
- Rotors
- Screws, bolts, specialty fittings
- Axles and drivetrain components
- Actuator rods
- Pistons, cylinders and hydraulic components
- Bushings and rollers
Virtually any product with a central axis of rotation can be made via CNC turning.
What are the advantages of CNC turning centers for making complex parts and prototypes?
Equipment engineers continue to find new ways to improve the substantial advantages of these remarkable machines which offer:
- CNC Turning andCNC milling in one setup
- High tolerances
- Excellent surface finishes
- Complex geometries
- Material versatility
- Bar feeding for uninterrupted production
High speed digital manufacturing of bespoke rapid prototypes and production parts is greatly enhanced with the use of multi-axis CNC turning centers. That’s why Procision Manufacturing has invested in dozens of imported horizontal and vertical milling centers and high-precision Swiss-type lathes.

")












